
Food-Grade FIBC Market Shifts Toward Hygienic, Dust-Tight and Automation-Ready Designs
Summary
As the global movement of bulk food ingredients such as flour, sugar powder, dairy powders, starch, food additives, and plant proteins continues to grow, food manufacturers are raising their expectations for flexible intermediate bulk containers (FIBCs). In the past, food-grade bulk bag procurement focused mainly on load capacity, dimensions, and transport convenience. Today, hygiene control, dust-tight sealing, liner cleanliness, and compatibility with automated filling and discharge equipment have become key evaluation criteria.
This trend shows that food-grade FIBCs are evolving from basic transport packaging into an integrated part of the food production line. Whether a bulk bag can reduce external contamination, limit dust release, preserve batch integrity, and operate reliably with automated equipment is now directly connected to raw-material quality management and production efficiency.
Food Ingredient Supply Chains Are Driving Demand for Hygienic FIBCs
Food ingredients generally require strict cleanliness control, and many powders are prone to moisture absorption, caking, or dust generation during handling. If packaging has poor sealing, excessive internal residue, or exposure to external contamination during filling, storage, transport, or discharge, the quality of the raw material may be affected and an entire batch may need to be isolated.
As food manufacturers strengthen supplier audits, packaging materials, production environments, cleaning procedures, batch identification, and transportation conditions are increasingly included in their quality-control systems. For FIBC suppliers, simply providing a bag that can carry the material is no longer enough to meet the needs of high-standard food ingredient customers.
The market is moving toward more systematic hygienic packaging solutions, including stable spout structures, liners designed for powder handling, controlled filling and discharge interfaces, and packaging designs that work with factory cleaning procedures.
Dust-Tight Sealing Becomes a Key Requirement for Food Powder Packaging
Food powders such as flour, sugar powder, cocoa powder, milk powder, and food additives can generate dust during high-speed filling and discharge. Dust can affect the production environment, increase cleaning requirements, reduce operator comfort, and create additional challenges for material batch management.
As a result, the sealing performance of food-grade FIBCs is receiving greater attention. Filling and discharge spouts need to connect securely with filling machines, discharge stations, and downstream conveying equipment to reduce dust release during operation. The inner liner must also remain intact as much as possible to limit direct contact between the material and the external environment.
Dust-tight sealing does not simply mean adding more packaging layers. It requires an integrated design based on particle size, flowability, filling speed, and discharge method. Only when the bag body, liner, and equipment interfaces are properly matched can material transfer remain stable throughout production.
Formed Inner Bags Improve Hygienic Compatibility for Food Ingredients
For powdered food ingredients, the liner structure can affect material residue, bag fit, and discharge efficiency. If a liner has excessive folds inside the package, material may accumulate in the folds. If the liner does not remain stable inside the outer bag, automated filling and subsequent discharge may become more difficult.
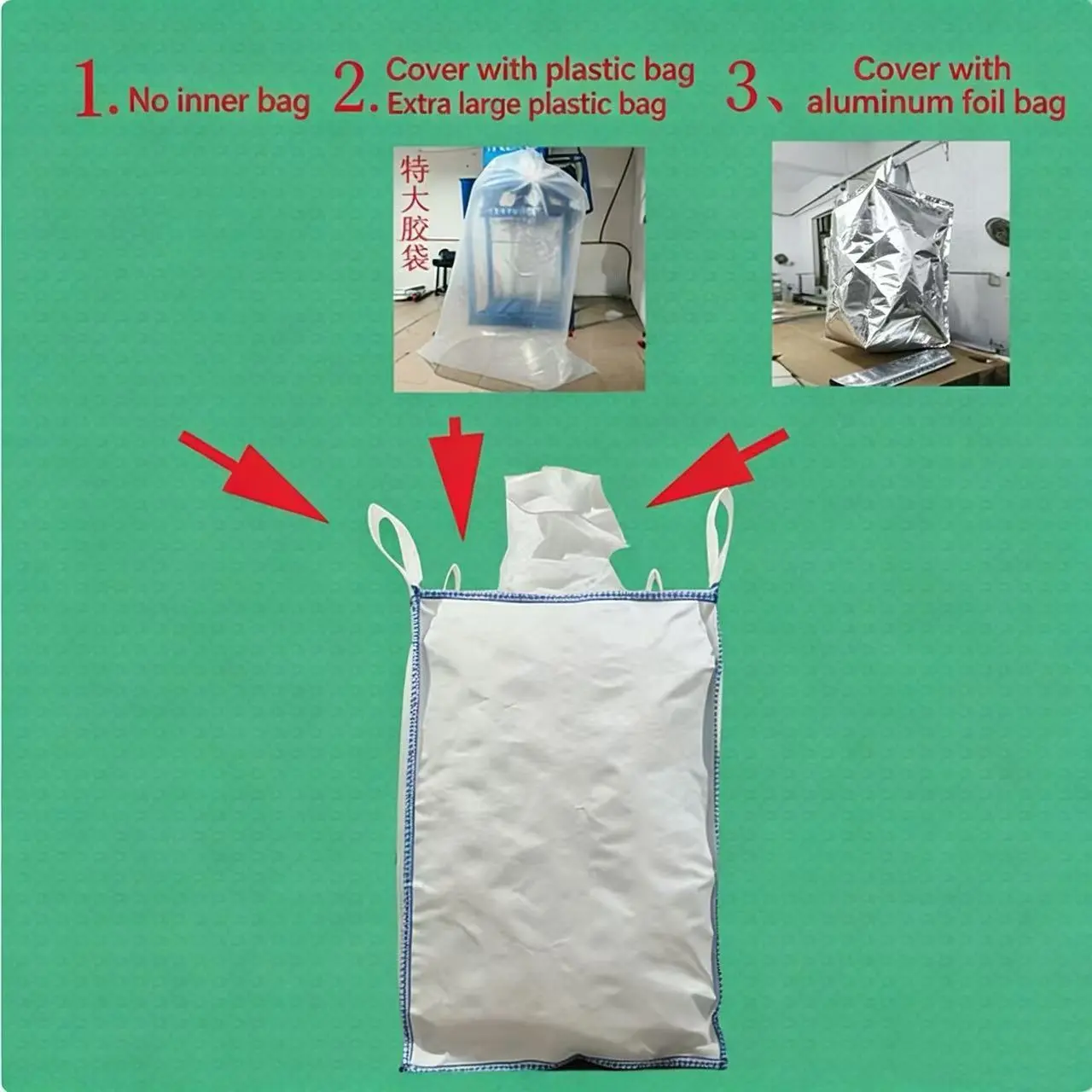
Formed Inner Bag can be used in food ingredient packaging applications that require a closer fit to the shape of the bag body. As an inner layer inside an FIBC, a formed inner bag can help maintain a more organized internal space after filling and reduce operating problems caused by liner looseness or movement.
In food-processing plants, the value of a formed inner bag is not limited to material protection. It also relates to production-cycle stability. When the liner structure is compatible with automated filling frames, weighing modules, and discharge equipment, it can help reduce manual adjustment and improve continuity in bulk ingredient handling.


High-Barrier Inner Packaging Supports the Transport of Moisture-Sensitive Ingredients
Some food ingredients are sensitive to moisture, oxygen, or external odors. This is particularly important during long-distance ocean transport, seasonal storage, and repeated transshipment, when the internal packaging environment may change. For these materials, food-grade FIBCs need to meet not only hygiene and dust-control requirements, but also barrier-performance requirements based on the material characteristics.
Aluminum Foil Bag can be considered as a high-barrier inner packaging solution for applications that require additional protection from external conditions. For moisture-sensitive powders, oxygen-sensitive food ingredients, or high-value materials that require extended transport periods, aluminum foil composite structures can serve as one layer of protection within the overall packaging system.
In practical applications, the suitability of an aluminum foil liner should be assessed together with the food ingredient characteristics, food-contact material requirements, the customer's quality system, and regulations in the destination market. For food exporters, barrier packaging should also be considered alongside labeling, batch information, transport humidity management, and storage conditions.

Automated Equipment Is Changing the Design Direction of Food-Grade Bulk Bags
Food factories are accelerating automation in filling, weighing, palletizing, storage, and discharge operations. Automated equipment can improve weighing accuracy and production efficiency, but it also requires bulk bags to remain stable during filling, suspension, positioning, and discharge.
During automated filling, the bag inlet must connect accurately with the filling head, while the bag body must maintain a suitable shape during weighing and vibration. During automated discharge, the outlet, bag-bottom structure, and liner condition must work with the discharge equipment interface. Any mismatch may result in increased dust, material residue, equipment stoppages, or additional manual intervention.
For this reason, the design of food-grade FIBCs is moving from standard bag formats toward equipment-compatible solutions. Buyers are paying greater attention to whether the inlet configuration, discharge method, bag dimensions, liner construction, and lifting-loop arrangement can connect effectively with their existing production lines.
Food-Grade FIBC Procurement Is Entering a Comprehensive Evaluation Stage
Food ingredient companies are gradually developing more complete evaluation systems for FIBC suppliers. In addition to basic load capacity and delivery time, customers are also examining packaging material information, batch traceability, cleanliness management, sealing design, liner construction, and automation compatibility.
For suppliers, this means product quotations can no longer be separated from the specific application. Packaging solutions for flour, milk powder, sugar powder, food additives, and plant proteins need to take into account flowability, dust generation, moisture sensitivity, filling speed, and discharge method. Suppliers that can provide structural compatibility and application guidance will be better positioned to enter the long-term supply chains of food-processing companies.
Conclusion
The food-grade bulk bag market is moving from simply "supporting transportation" to "supporting production." Hygiene control, dust-tight sealing, and automation compatibility have become important factors in the selection of packaging for food ingredients.
As food manufacturers continue to strengthen quality management and production automation, FIBC suppliers need to create closer connections between bag construction, liner design, sealing interfaces, and material applications. in the future, food-grade FIBCs that can meet cleanliness requirements, control dust, and work reliably with automated equipment will gain wider use across global food ingredient supply chains.


Related News
Other news you might be interested in

The Complete Guide to FIBC Bulk Bags: Protect Your High-Value Materials and Improve Logistics Efficiency
了解带有防潮/防氧屏障、加固吊带和定制设计的FIBC集装袋如何保护敏感粉末、降低成本并提升物流效率。内含真实案例研究。

Automated Filling and Discharge Systems Are Redefining FIBC Specifications for Powder Handling
As the handling volume of chemical powders, food ingredients, mineral powders, and new energy materials continues to grow, automated filling and discharge equipment is becoming a key part of plant modernization. These automated systems not only improve weighing and handling efficiency, but also impose clearer technical requirements on flexible intermediate bulk containers (FIBCs), including filling spouts, discharge spouts, bag shape, liner construction, and lifting-loop configuration. In the past, bulk bags were mainly viewed as containers for load handling and transportation. Today, on automated production lines, they have become essential packaging components connecting upstream silos, filling equipment, warehouse logistics, and downstream processing lines. Whether a bag structure matches the operating cycle of the equipment directly affects dust control, filling accuracy, discharge efficiency, and material batch stability.
Want to know more?
Get in touch with us for more information about our services and products.