
Solving Moisture, Oxidation, and Static Risks in Industrial Bulk Packaging
Understanding the Hidden Risks in Bulk Material Handling
During transport and storage, moisture, oxygen, and static can severely compromise product quality, particularly for sensitive materials such as lithium battery powders and nylon granules. Adhesive tape failures, insufficient barrier protection, and handling instability often lead to spills, contamination, and costly returns. The global Flexible Intermediate Bulk Container market is projected to reach USD 8.41 billion by 2034, fueled by the need for safer, more efficient industrial bulk packaging. As industry trends for 2026 emphasize automation and innovation, manufacturers are increasingly adopting advanced custom FIBC bags that solve moisture and static challenges to minimize risk and boost productivity across nylon granules packaging and other plastic pellet packaging operations.
Key Features to Look for in High-Performance FIBC Bags
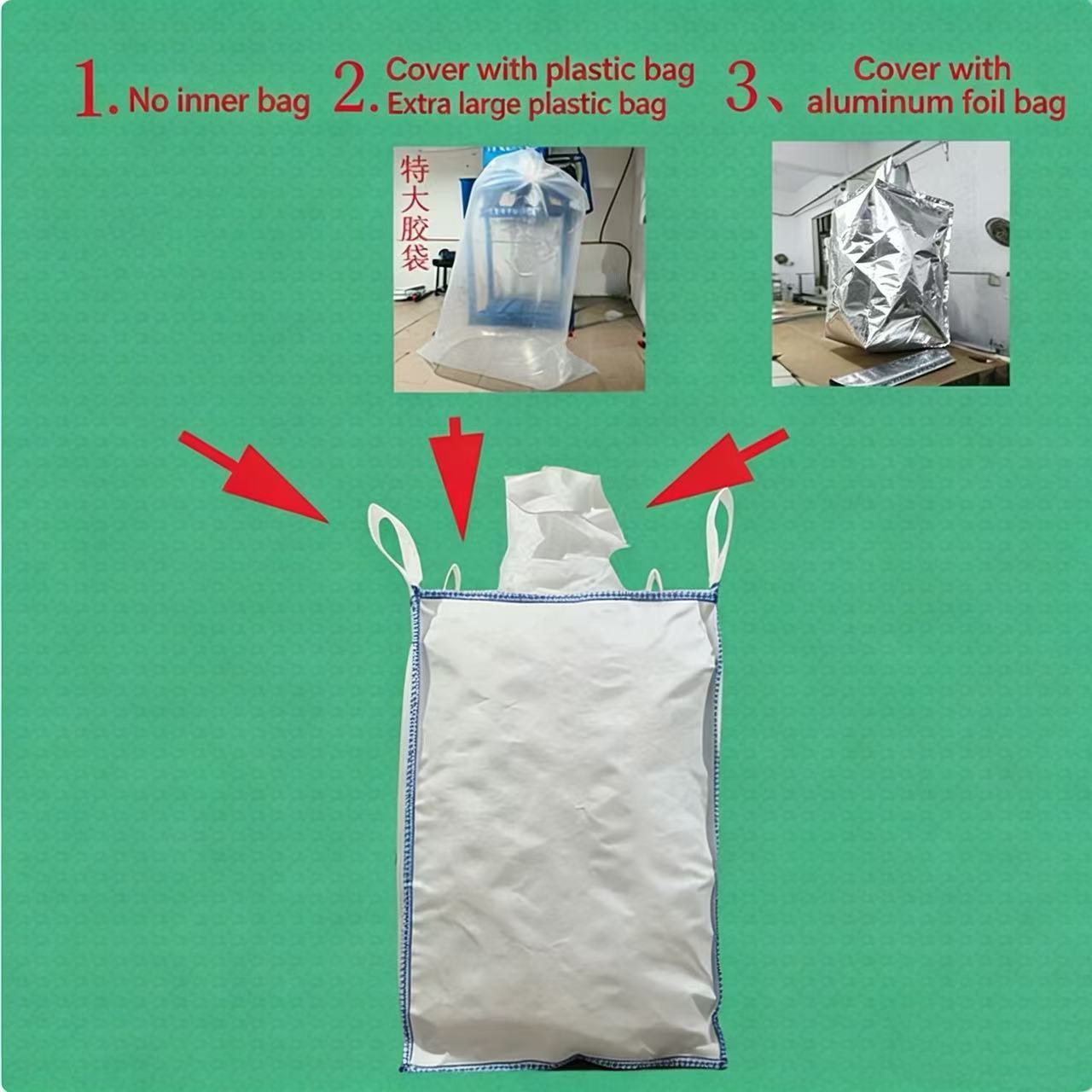
When selecting bulk bags for sensitive materials, moisture-proof bulk packaging and oxygen barrier bulk bag properties are non-negotiable. Aluminum foil liners deliver effective protection against oxidation and humidity, while formed inner belly bag constructions prevent sifting of fine powders. For products prone to electrostatic discharge, anti-static bulk packaging reduces handling risks, and flame retardant packaging ensures safety in combustible environments. Light-proof FIBC bags safeguard light-sensitive contents, and breathable bulk bags allow necessary air exchange for products like grains. Structural integrity is equally critical: reinforced lifting loops and cross-reinforced bottoms enhance stability, with Safe Working Load (SWL) ratings often up to 2 tons. Overhead bulk bag designs and inner lifting loop bulk bag configurations provide secure crane handling, and lifting loop bulk bag options simplify forklift maneuvering. For lithium battery and specialty applications, a light-proof FIBC with anti-moisture and oxygen barrier delivers comprehensive protection for lithium battery powder packaging.
Tailored Solutions for Different Industries

New energy and lithium battery sectors benefit from aluminum lined FIBC jumbo bags that combine anti-oxidation packaging, moisture-proof bulk packaging, and anti-static properties—essential for lithium battery cathode material packaging. Chemical powders and flame retardants require heavy-duty PP container bags with inner liners such as aluminum foil or 3-side seal aluminum foil bag inserts to maintain purity. In food and pharmaceutical applications, custom FIBC bags with high barrier performance and custom printing support branding and traceability. Agriculture and feed operations use feed bulk bags with lifting loops and durable PP woven bulk bags for efficient transport of granules and powders. For construction and mineral industries, mineral bulk packaging relies on 1–2 ton bulk bags with reinforced bottoms and wear-resistant materials. As one Regional Sourcing Director for a global mineral materials company noted, consistent bag quality directly reduces unloading downtime.
How to Select the Right Bulk Bag for Your Application
Start by assessing material characteristics: particle size, moisture sensitivity, and static risk determine the required barrier level (moisture, oxygen, light). Your handling method dictates the bag type—choose between a forklift bulk bag with sleeves, an overhead bulk bag for crane lifting, an inner lifting loop bulk bag for maximum stability, or integrate soft pallet lifting sling systems for awkward loads. Match dimensions and SWL to your needs; standard sizes like 100x100x220 cm can be customized, and multi-trip designs offer long-term cost savings. Evaluate filling and discharge spouts, whether tie closures or full-open bottoms for controlled emptying. Additional features such as anti-static bulk packaging, breathable panels, or flame retardant options should align with your product. For a deeper operational perspective, read turning packaging pitfalls into profit with custom FIBC bags.
Real Results: Case Studies and ROI Data
Customers switching to aluminum foil liner bulk bag solutions have reported significant reductions in product spoilage and returns; one logistics analysis showed a 15% cost saving. A feed manufacturer adopting lifting loop bulk bags improved loading efficiency by 20% and dramatically reduced dust contamination. Feedback from a Senior Procurement Manager at an EU chemical group highlighted the value of consistent barrier performance and robust construction in reducing contamination incidents and simplifying supply chain audits. Factory-direct FIBC suppliers offer competitive pricing and rapid turnaround—products with over 300 batches sold attest to proven reliability. Automated production lines and rigorous quality testing, such as double-thread overlock sewing, ensure consistent quality and extended bag lifespan, directly lowering total cost of ownership.
Take the Next Step: Upgrade Your Bulk Packaging Today
Enhance your industrial bulk packaging safety and efficiency. Request a factory-direct custom FIBC sample today—including aluminum foil liner and anti-static designs—by contacting our team.
Related News
Other news you might be interested in

Food-Grade FIBC Demand Is Shifting Toward Clean, Dust-Tight and Automation-Compatible Designs
Demand for flexible intermediate bulk containers (FIBCs) in the food ingredient industry is shifting from traditional transport-focused packaging toward production-line-compatible solutions. As bulk raw materials such as flour, sugar powder, milk powder, starch, plant proteins, and food additives move through larger-scale production and cross-border supply chains, food manufacturers are looking beyond load capacity and bag dimensions. Cleanliness management, dust-tight sealing, inner-layer protection, batch integrity, and compatibility with automated filling and discharge equipment are becoming increasingly important. This change is reshaping the design direction of food-grade FIBCs. Packaging systems that can reduce dust release, limit exposure to external conditions, and operate reliably during filling, transfer, and discharge are becoming essential parts of food ingredient supply chains.

Optimizing Bulk Material Handling: The Role of Specialized FIBC Bags in Industrial Packaging
Discover how specialized FIBC bags with moisture barriers, light-proofing, and custom designs protect sensitive bulk materials, improve handling efficiency, and deliver ROI. Explore solutions for chemicals, battery powders, and more.
Want to know more?
Get in touch with us for more information about our services and products.